Co to jest spawanie argonem: jak prawidłowo go używać, instrukcje krok po kroku
Spawanie argonem jest jedną z metod łączenia metali łukiem elektrycznym.Łuk jest zapalany w kuli nieaktywnego gazu za pomocą elektrody wolframowej. Jednocześnie krawędzie spawanych części topią się, niezawodnie łącząc się w jedną całość.
Treść artykułu:
Spawanie argonem - cechy i opis
Cechą charakterystyczną spawania argonem jest udane połączenie zasad spawania elektrycznego i gazowego. Ta technika spawania zapewnia spoiny doskonałej jakości. Są one starannie przeszlifowane i po zakończeniu całego cyklu pracy złącza są całkowicie niewidoczne.

Głównym czynnikiem w procesie jest łuk elektryczny. Tutaj następuje przemiana energii elektrycznej w energię cieplną. Wysoki próg termiczny topi metal w miejscu spawania. Płynne przesuwanie łuku zapewnia stopienie materiału i niezawodne połączenie elementów obrabianych. Przesuwając elektrodę, reguluje się parametry jeziorka spawalniczego, prędkość spawania, stopień wtopienia, jakość i szerokość spoiny.
Aby wypełnić szczeliny i przyspawać wysoki metalowy ścieg do szwu, stosuje się drut wypełniający. Musi mieć identyczny skład jak spawany materiał. Drut elektrodowy podawany jest ręcznie do temperatury topnienia.
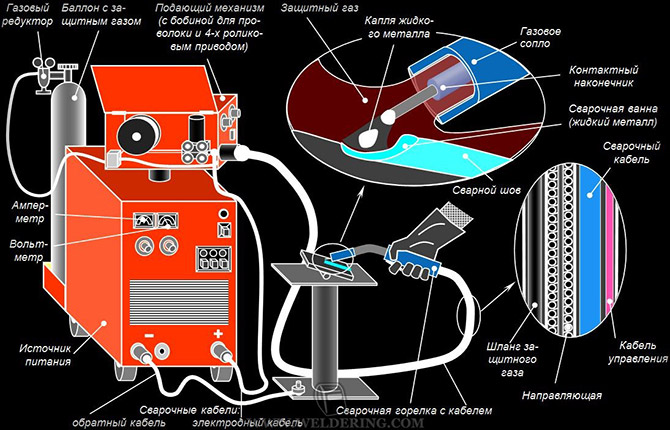
Źródłem prądu zasilającego jest jednostka typu inwerterowego ze sterowaniem, układem zasilania gazem neutralnym i złączami, do których podłączony jest palnik. Prąd może się zmieniać, być stały lub przemienny.
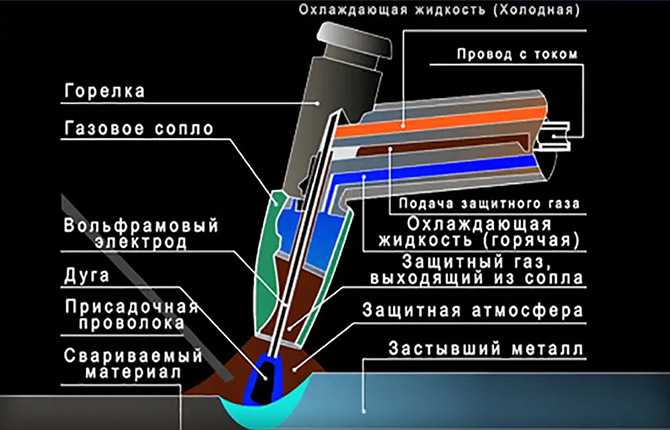
Gdy pracuje spawarka argonowa, obojętny argon jest dostarczany przez dyszę narzędzia do strefy łuku. „Wypiera” powietrze atmosferyczne, w tym tlen i azot, z jeziorka spawalniczego. W ten sposób metalowe szwy są niezawodnie chronione podczas spawania. Chroniona jest także podstawa łuku, czyli nietopliwa elektroda wolframowa. Jeśli spawanie odbywa się bez gazu obojętnego, wolfram jest narażony na agresywne działanie tlenu i ulega zniszczeniu.
Powietrze atmosferyczne negatywnie wpływa na jakość procesu spawania. Gaz obojętny służy do ochrony strefy stapiania przed tlenem atmosferycznym. W powszechnej praktyce jest to argon. Można w tym celu wykorzystać hel, ale jego koszt jest znacznie wyższy. Niską cenę argonu tłumaczy się faktem, że jest on produktem ubocznym przemysłowego procesu rozdzielania powietrza na tlen i azot.
Zalety spawania łukowego argonem:
- Estetyczny szew o dużej wytrzymałości.
- Nie są wymagane żadne topniki ani powłoki elektrod.
- Pracuj z częściami o dowolnym rozmiarze.
- Możliwość spawania metalu na uszkodzonych częściach części w celu ich przywrócenia.
- Łączenie metali trudnospawalnych (tytanu, żeliwa, aluminium i innych).
- Minimalna emisja aerozoli w porównaniu do innych rodzajów spawania.
- Krawędź metalu ciętego „w argonie” ma idealną geometrię, nie tworzą się na niej warstewki tlenków i azotków.
- Metoda argonowa umożliwia łączenie cienkich warstw metalu i wykonywanie specjalnych operacji spawalniczych.
Wady obejmują fakt, że spawanie metalu argonem jest wolniejsze niż w przypadku innych maszyn i metod spawania.
Praca z argonem stwarza zagrożenie dla zdrowia ludzkiego.Wdychany argon powoduje zawroty głowy, może prowadzić do nudności, wymiotów, utraty przytomności, a nawet śmierci. Osoby pracujące przy spawaniu argonem często doświadczają bólów głowy, dzwonienia w uszach, zmęczenia, zaburzeń w przewodzie pokarmowym i problemów z oddychaniem.
Spawacz narażony jest na ryzyko rozwoju glinozy, nieodwracalnej patologii płuc, ponieważ jest narażony na negatywne działanie ozonu, radioaktywności i tlenków azotu.
Klasyfikacja spawania argonem
Technologię spawania argonem klasyfikuje się według poszczególnych zasad działania:
- Metoda ręczna. Manipulacje palnikiem, palnikiem łukowym i dodatkiem wykonywane są ręcznie przez spawacza. Jego doświadczenie i kwalifikacje wyznaczają tempo procesu i parametry spoin.

- Półautomatyczny. Urządzenie posiada funkcję podawania drutu elektrodowego. Instalacja wyposażona jest w mechanizm podawania drutu. Spawacz pracuje wyłącznie z palnikiem argonowym, pozostawiając jedną rękę wolną. Można go używać do przytrzymywania lub rozkładania obrabianych przedmiotów. Metoda jest bardziej wydajna niż ręczna, ale bardzo ważne są kwalifikacje spawacza.
- Automatyczny. Podawanie drutu i ruch wózka z palnikiem następuje automatycznie, bez udziału pracownika. Zaletą są gładkie, wysokiej jakości spoiny. Do funkcji operatora należy kontrola i prawidłowe ustawienie parametrów – głębokości wymaganej penetracji, optymalnej prędkości ruchu wózka itp.

Ponadto spawanie argonem różni się od rzeczywistego procesu – niezależnie od tego, czy używany jest drut dodatkowy, czy nie.
Bez dodatku można spawać cienki metal (do 2 mm) przy dużym docisku - wzdłuż szwu nie powinno być żadnych przerw. Następnie krawędzie są topione elektrodą i ten metal wystarczy do połączenia elementów.Rezultatem jest uszczelniony, cienki, gładki, lustrzany szew bez „łusek”.
Gotowanie z drutem elektrodowym zajmuje więcej czasu. Rodzaj spoiny jest „łuszczący”, a liczba warstw zgorzeliny zależy bezpośrednio od rytmu dopływu dodatku do jeziorka spawalniczego. Szczeliny i przestrzenie pomiędzy częściami o szerokości do 5 mm są topione z wysoką jakością, a wypukłości są stapiane w celu uzyskania rowków. Metodę wypełniacza stosuje się do spawania argonem metali o grubości 3 mm.
Niedawno pojawiła się kolejna innowacyjna technologia spawania łukiem argonowym – zrobotyzowana. Jego osobliwością jest to, że spawanie części na przenośnikach odbywa się za pomocą kompleksów robotycznych. Metoda charakteryzuje się wysoką produktywnością i niskim kosztem pracy.

Wadą jest znaczny koszt unikalnego sprzętu, pilna potrzeba przyciągnięcia wysoko wykwalifikowanych specjalistów do konserwacji, wsparcia oprogramowania i dostrajania komponentów robota. Technologia przeznaczona jest do dużych wielkości produkcji.
Spawanie argonem – jakich narzędzi i sprzętu potrzebujesz
Sprzęt i akcesoria do spawania łukowego argonem dzielą się na 3 grupy.
Pierwsza zawiera specjalne urządzenia, które wykonują jedną określoną operację. Spawanie argonem przeprowadzane za pomocą takich urządzeń jest stosowane w dużych przedsiębiorstwach o ciągłej produkcji na dużą skalę.
Drugi – sprzęt specjalistyczny, skonfigurowany do pracy z wąskim asortymentem części określonej kategorii.
Trzeci – maszyny uniwersalne, stosowane do kilku rodzajów operacji i materiałów. To najpopularniejsza grupa urządzeń produkowanych komercyjnie.Są szeroko stosowane nie tylko do celów przemysłowych, ale cieszą się dużym zainteresowaniem wśród rzemieślników i rzemieślników „garażowych”.
Zestaw osprzętu do uniwersalnego spawania argonem:
- odzież robocza, obuwie ochronne, środki ochrony indywidualnej;
- jednostka do wykonywania pracy z elektrodą niezużywalną;
- elektrody wolframowe nie podlegające zużyciu;
- drut wypełniający;
- węże wysokociśnieniowe;
- butla z gazem;
- reduktor gazu;
- narzędzie pomocnicze.
W butli z gazem w postaci sprężonej znajduje się gaz - argon. Butle są używane do różnych gazów. Aby nie pomylić identycznych pojemników o różnej zawartości, butle są oznaczone. Zatem surowy argon pompowany jest do czarnego cylindra z białym napisem i białym paskiem. Argon techniczny - również w czarnej butli, ale napis jest niebieski, pasek jest niebieski. Czysty argon wyróżnia się szarym cylindrem z zielonym napisem i paskiem. Na cylindrach wybite są także inne specjalne informacje techniczne.
Każdy reduktor jest zaprojektowany dla własnego gazu. Kolor reduktora musi odpowiadać kolorowi butli z gazem. W taniej opcji można zastosować „czarny” reduktor dwutlenku węgla. Ale najczęściej reduktor z rotametrem instaluje się pod argonem.
Węże tlenowe pod wysokim ciśnieniem są stosowane do argonu ze względu na ich jakość i niezawodność. Średnica wewnętrzna waha się od 9 do 18 mm. Zatem wybór odpowiedniego nie będzie trudny.
Źródło prądu do spawania argonem dobierane jest zgodnie z celami i zadaniami, które należy wykonać podczas pracy.
Elektrody wolframowe służą do zajarzania i utrzymywania łuku. Posiadają odpowiednie oznaczenia charakteryzujące ich właściwości oraz obecność specjalnych zanieczyszczeń.
Do przygotowania metalu do spawania potrzebne są materiały pomocnicze, na przykład szlifierka, różne szczotki metalowe.
Zgodność z bezpieczeństwem
Argon, jak każda inna metoda spawania, wymaga ścisłego przestrzegania przepisów bezpieczeństwa. Są w większości proste, ale ich wykonanie pozwala uratować nie tylko zdrowie, ale i życie.
Praca musi być zorganizowana w specjalnych pomieszczeniach lub boksach. W przypadku braku możliwości spełnienia tych warunków miejsce prac spawalniczych argonem jest odgradzane ekranami. Są to panele wykonane ze sklejki pomalowanej kompozycją ognioodporną, która zawiera również tlenek cynku, który pochłania promienie ultrafioletowe. Wysokość takiego ogrodzenia nie może być mniejsza niż 2 m.
Sprzęt do spawania argonem instaluje się na płaskiej powierzchni, zgodnie z wymiarami technologicznymi. Stanowisko spawacza musi być wyposażone w wentylację wywiewną i nawiewną. Panele wydechowe są bardzo skuteczne. Umieszczone są poziomo lub pod kątem, tak aby zanieczyszczone powietrze z łuku było odpompowywane w dół lub od spawacza. Zapobiega to przedostawaniu się szkodliwych substancji do dróg oddechowych pracownika.
Co musisz zrobić przed rozpoczęciem:
- Sprawdź i upewnij się, że specjalna odzież, obuwie i sprzęt ochronny spawacza są w dobrym stanie, czyste i nie są nasiąknięte olejem lub innymi substancjami łatwopalnymi.
- Zakładając kombinezon, zapnij wszystkie guziki, zawiąż tasiemki i zasznuruj buty.
- Marynarkę i spodnie należy nosić rozpięte, kieszenie zapinane na patki, a włosy schowane pod nakryciem głowy.
- Sprawdź miejsce pracy, oświetlenie, okap.
- Usuń niepotrzebne przedmioty, niepotrzebne przedmioty i materiały łatwopalne.
- Sprawdź sprzęt.Musi być niezawodnie uziemiony, styki wysokiego napięcia są zabezpieczone i zamknięte, a integralność przewodów nie jest naruszona.
- Należy upewnić się, że urządzenia pomiarowe i sygnalizacyjne oraz urządzenia blokujące sprzęt są sprawne.
- Nie rozpoczynaj pracy, dopóki zidentyfikowane braki nie zostaną całkowicie usunięte.

Jak prawidłowo używać instrukcji spawania argonem krok po kroku
Przed spawaniem przedmiot obrabiany należy dokładnie oczyścić z brudu, oleju maszynowego i osadów tłuszczu. Można to zrobić za pomocą dowolnego rozpuszczalnika. Gdy grubość spawanych elementów przekracza 4 mm, konieczne jest docięcie krawędzi, a spawanie argonem odbywa się wyłącznie od styku do styku.
Aby zniszczyć warstwy tlenkowe, złącze traktuje się metalowymi szczotkami. Połączenie o złożonej geometrii czyści się za pomocą szlifierki kątowej.
Aby usunąć wilgoć, przedmioty obrabiane należy podgrzać do 150 stopni. Aby uniknąć przepalenia, pod cienkim metalem umieszcza się płyty miedziane lub stalowe w celu usunięcia ciepła.
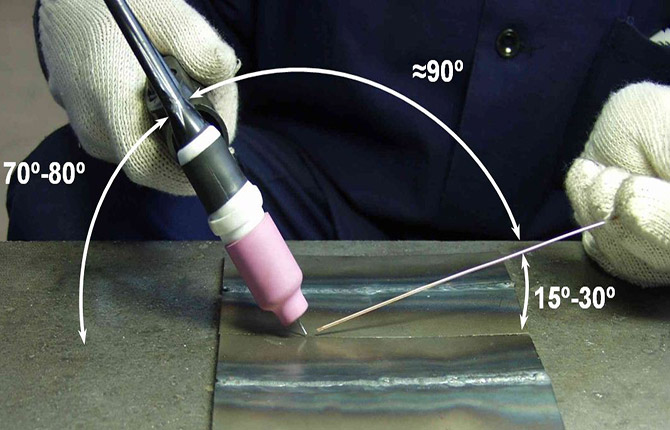
Dodatek przemieszcza się wyłącznie przed palnikiem, wzdłuż spawanej spoiny.
Na krótki czas (5-7 sekund) przed zapaleniem łuku włączany jest dopływ gazu obojętnego. Po zakończeniu spawania ponownie musisz odczekać ten sam czas, zanim wyłączysz gaz.
Kolejność czynności związanych ze spawaniem łukiem argonowym:
- Włącz sprzęt.
- Podłącz przewód uziemiający do stołu spawalniczego lub przedmiotu obrabianego.
- Otwórz zawór na butli z gazem.
- Przybliż palnik argonowy do spawanego elementu tak, aby odległość od elektrody wynosiła 3-5 mm.
- Załóż maskę ochronną i włącz zasilanie.
- Przytrzymaj powstały łuk spawalniczy na początkowej krawędzi złącza, aż utworzy się kałuża stopionego metalu.
- Stosując okrągłe, gładkie manipulacje, osiągnij stopienie krawędzi boków.
- Zachowaj kąt 45 stopni pomiędzy palnikiem a powierzchnią.
- Powoli i ostrożnie przesuwaj palnik z igłą do przodu, wprowadzając drut elektrodowy do palnika.
- Na końcu spoiny zmniejsz prąd, aby wypełnić krater.
Spawanie argonem to opłacalna innowacyjna metoda renowacji produktów. Koszt prac spawalniczych i renowacyjnych jest znacznie niższy niż produkcja nowej części. Produkt odnowiony może służyć bardzo długo.
Czy kiedykolwiek samodzielnie spawałeś argonem? Opowiedz nam o cechach, które pomogą Ci szybciej zdobywać umiejętności. Zostaw swój komentarz, udostępnij artykuł w sieciach społecznościowych, dodaj go do zakładek.




Jak gotować ze spawaniem argonem na świeżym powietrzu przy wietrznej pogodzie?
Nie będziesz mógł spawać tak, jak w warsztacie – wiatr wywiewa gaz osłonowy i pozostawia jeziorko spawalnicze otwarte na wpływy zewnętrzne. Zabezpiecz miejsce spawania blachą żelazną. Jeśli nie masz pod ręką nic odpowiedniego, zablokuj sobie wiatr, stając po stronie, z której wieje.
Co zrobić, jeśli jeziorko spawalnicze mocno pęcherzykuje?
Wyregulować dopływ argonu do reduktora. Gazu jest albo za mało (węgiel ulatnia się z metalu), albo za dużo.
Jak prawidłowo naostrzyć elektrodę wolframową?
Naostrz pręt na obracającej się tarczy diamentowej. Wytrzyma dłużej niż zwykła szlifierka. Umieść elektrodę końcówką skierowaną od siebie na końcu obracającego się koła. Osiągnij kąt ostrzenia 20-30 stopni. Do spawania prądem 200-300 A wymagane jest ostrzenie o 60 stopni.Wygodniej jest spawać cienki metal 1-1,5 mm końcówką, jak igłą - kąt ostrzenia wynosi około 10 stopni.