Jak spawać szwy pionowe i poziome za pomocą spawania elektrycznego: instrukcje krok po kroku
Spawanie elektryczne to technologia łączenia struktur metali poprzez nagrzewanie i stapianie łukiem elektrycznym.Upowszechniło się w różnych sferach gospodarki narodowej, w tym w sektorze prywatnym.
W rzeczywistości tę metodę można zastosować do spawania dowolnych metali, biorąc pod uwagę temperaturę łuku elektrycznego (7000-8000 stopni). Ale zanim przejdziesz do tej technologii, będziesz musiał nauczyć się spawać szew pionowy za pomocą spawania elektrycznego i zrozumieć technikę uzyskiwania szwu poziomego.
Treść artykułu:
Spoiny: ogólne definicje
Technologia spawania metali jest ściśle związana z koncepcją spoiny. Powstaje podczas procesu krzepnięcia metalu topionego przez spawanie łukiem elektrycznym.
W zależności od miejsca zgrzewu szew może być ułożony poziomo lub pionowo. Ponadto przestrzenne położenie szwu może być dolne, boczne lub górne.

Za najprostsze i najłatwiejsze do wykonania uważa się układanie spoin w płaszczyźnie dolnego horyzontu. W takich warunkach roztopiony metal jest dość łatwy do kontrolowania.

Pozostałe opcje lokalizacji szwów w przestrzeni (bocznej i górnej) są uznawane za trudne technologicznie do wdrożenia, wymagające przestudiowania technik spawalniczych i zdobycia odpowiedniego doświadczenia.
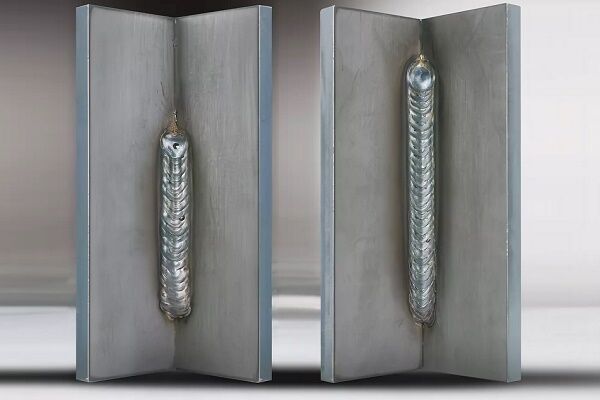
Jak spawać szew pionowy?
Trudność kontroli spawania podczas tworzenia szwu pionowego wynika z powszechnego zjawiska fizycznego - grawitacji. Ma to wpływ na masę roztopionego metalu, który będąc w postaci płynnej spływa w dół.
Tutaj działania zawodowego spawacza polegają na tym, aby roztopiona masa nie odpłynęła od miejsca spawania. W osiągnięciu tego rezultatu pomoże stabilnie płonący łuk elektryczny, utrzymywany w minimalnej dopuszczalnej odległości od końca elektrody do jeziorka spawalniczego.
Technika od dołu do góry
Złącze pionowe spawa się zwykle przesuwając elektrodę w kierunku od dołu do góry. Ta trasa zapewnia bardziej stabilną kontrolę, a łuk elektryczny pewnie utrzymuje kąpiel stopioną, zapobiegając rozprzestrzenianiu się. To właśnie przechodząc od dołu do góry możliwe jest utworzenie najwyższej jakości szwu pionowego.

Oczywiście przed przystąpieniem do spawania szwu pionowego należy przygotować i obrobić granice złącza zgodnie z wymaganiami technicznymi. Spawarkę należy dostosować do warunków spawania (ustawić prąd, dobrać elektrodę).
Początkowo wykonuje się kilka punktowych „sczepień” wzdłuż linii złącza - zgrzewanie krótkim szwem (1–2 cm).Celem takich działań jest zapobieganie przemieszczaniu się spawanych części podczas procesu nagrzewania na skutek odkształceń temperaturowych.

Podczas spawania złącza w pionie kąt trzymania elektrody względem płaszczyzny, na której będzie leżał szew, utrzymuje się w granicach 45-90°.
Instrukcje spawacza określają następujące działania:
- Kontakt elektrody z metalem powoduje zapalenie łuku.
- „Gwoździe” wykonuje się w 3-4 punktach wzdłuż linii złącza od środka do krawędzi.
- Spawanie rozpoczyna się w najniższym punkcie linii złącza.
- Skok elektrody skierowany jest do góry, jeziorko spawalnicze jest utrzymywane w obszarze roboczym.
Elektrodę należy przesuwać z umiarkowaną prędkością. Głównym kryterium prędkości jest utworzenie optymalnej ilości stopu w jeziorku spawalniczym.
Jednocześnie z pionowym skokiem elektrody dopuszczalne są poprzeczne ruchy zygzakowate w „półksiężycu”, „jodełce” lub innym „wzorze”. Jednak technika skoku poprzecznego wydaje się istotna tylko w przypadku metali o grubości ścianki większej niż 4 mm.
Zaleca się spawanie metalu szwem pionowym w jednym przejściu bez zatrzymywania. Dla początkujących spawaczy wydaje się to trudne. Jednak doświadczenie zdobywa się szybko.
Technika z góry na dół
Po zdobyciu doświadczenia spawacze mogą z łatwością ułożyć szew pionowy, przesuwając elektrodę z góry na dół. Jaka jest sztuczka w wykonaniu takiej operacji?
To proste: zajarzając łuk elektryczny, elektroda ustawiana jest względem płaszczyzny roboczej pod kątem 90°.Gdy tylko metal w miejscu powstania łuku zacznie się topić, kąt montażu elektrody zmienia się o 15-20°, lekko obniżając uchwyt.

Okablowanie elektrody wzdłuż linii złącza grubościennych metali odbywa się również za pomocą poprzecznych zygzaków o kształcie „zęba piłokształtnego” lub „prostokątnego”. Niektórzy spawacze stosują technikę „falowego” rozprowadzania stopu.
Tymczasem metodzie formowania szwu pionowego od góry do dołu towarzyszą duże trudności dla spawacza. Jednak według wielu ekspertów spawanie w tej formie daje najlepszy wynik pod względem wskaźników jakości.
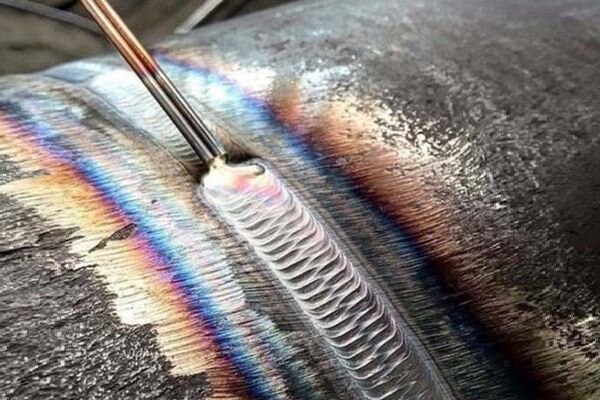
Technologia zgrzewania poziomego
Specyfika spawania szwu poziomego jest prawie taka sama jak w przypadku szwu pionowego. Niuanse techniczne - znowu manipulacja kątami instalacji elektrod.
Kierunek ruchu podczas spawania części na złączu można wybrać od jego skrajnego lewego punktu do jego skrajnego prawego punktu lub odwrotnie. Konkretny wybór kierunku jest ustalany przez spawacza na podstawie stopnia osobistej wygody.

Jak jednak prawidłowo zespawać szew poziomy za pomocą spawania elektrycznego, aby zapobiec wypływaniu stopu z koleiny pod wpływem działającej siły ciężkości?
Tutaj spawacz musi wybrać taką pozycję elektrody, w której siła łuku elektrycznego będzie równa sile grawitacji kropli metalu.Konieczne może być dostosowanie natężenia prądu i eksperymentalne dobranie optymalnej prędkości ruchu elektrody.
Zazwyczaj zgrzewanie szwem poziomym odbywa się w sposób ciągły aż do całkowitego zakończenia. Jeśli jednak nie potrafisz zapanować nad roztopem (jeziorkiem) możesz spróbować zmienić technikę - przejść na udar z okresowym wygaszaniem łuku.
Wszystkie te subtelności rozwijają się wraz z pojawieniem się doświadczenia w wykonywaniu prac spawalniczych. Dlatego nie rozpaczaj, jeśli przy pierwszych próbach nic nie wyjdzie.

Utworzenie poziomego szwu o wymaganej szerokości i głębokości wnikania uzyskuje się z reguły poprzez ostrożny poprzeczny ruch płonącego końca elektrody od krawędzi jednej łączonej części do krawędzi drugiej.
Podczas spawania metali o grubości do 4 mm stosuje się różne opcje „wzoru” poprzecznego skoku elektrody. Nie ma konkretnych zaleceń w tym zakresie. Najważniejsze jest uzyskanie wymaganej szerokości szwu i głębokości penetracji.
Łuk elektryczny: kontrola optymalnej długości
Rozmiar szczeliny między gorącym końcem elektrody a płaszczyzną metalu, wystarczający do wytworzenia wyładowania elektrycznego, nazywany jest długością łuku. Jednym z głównych filarów nauki spawacza jest kontrola optymalnej długości łuku.
Teoretycznie w trybie spawania można uzyskać trzy przerwy łukowe:
- krótki (1 – 1,5 mm);
- długi (3,5 – 6 mm);
- normalny (2 – 3 mm).
Tryb spalania krótkim łukiem charakteryzuje się niewystarczającym nagrzaniem metalu na całej jego szerokości.W takich przypadkach wzdłuż krawędzi szwu znajduje się tzw. „Podcięcie” - małe wgłębienie. Obecność takiej wady wskazuje na niską jakość spoiny.

Trybowi spawania długim łukiem zwykle towarzyszy okresowe wygaszanie. Tutaj następuje lekkie nagrzanie metalu na głębokości. O dobrej jakości szwów nie trzeba też mówić.
Zatem jedyną opcją, na której początkujący spawacz powinien się skupić, jest normalna długość łuku, która nie powinna przekraczać Ld = 0,5-1,1 * De (Ld - długość łuku; De - średnica elektrody).
Kontrola położenia elektrody
Proces spawania można przeprowadzić na stanowisku elektroda kąt do przodu, kąt do tyłu, kąt prosty. Stosując dowolną z tych trzech metod technologicznych, spawacz jest w stanie wykonać szwy w różnych warunkach produkcyjnych.

Zatem metodę „kąta przedniego” tradycyjnie stosuje się do łączenia elementów za pomocą szwów poziomych i pionowych w warunkach górnego położenia części w przestrzeni (spawanie sufitu). Tę samą technikę z powodzeniem stosuje się do spawania stałych połączeń rurowych lub przy budowie domowej roboty kuchenki na butle gazowe.
Trzymając elektrodę ściśle pod kątem prostym (90°), spawacz ma pewność, że prace zostaną wykonane w trudno dostępnych miejscach. Wreszcie technika „kąta tylnego” pozwala na wysokiej jakości prace spawalnicze na połączeniach narożnych.
Podczas instalowania elektrody pod kątem do przodu zwykle pracują z cienkościennymi metalami. W tym położeniu elektrody uzyskuje się szeroki szew o małej głębokości. Przeciwnie, w przypadku metali grubościennych starają się zastosować technikę „kąta wstecznego”, zapewniając nagrzanie metalu na wystarczającą głębokość.
Parametry prądu i ruch elektrod
Wartość prądu i prędkość ruchu elektrody są istotnymi czynnikami wpływającymi na jakość szwu. Spawaniu dużymi prądami towarzyszy nagrzewanie metalu na dużą głębokość, co pozwala na zwiększenie prędkości ruchu elektrody. Pod warunkiem optymalnego stosunku prądu i prędkości ruchu elektrody uzyskuje się równy, wysokiej jakości szew.
Tabela korespondencji dla prądu, elektrody i grubości metalu
| Obecna siła, A | Średnica elektrody, mm | Grubość metalu, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Podczas przesuwania elektrody z określoną prędkością należy wziąć pod uwagę wielkość mocy łuku. Zbyt szybkie zasilanie elektrody przy małej mocy nie będzie w stanie zapewnić wystarczającej temperatury ogrzewania.
W rezultacie nie będzie możliwe spawanie metalu na wymaganą głębokość. Szew po prostu „leży” na powierzchni, ledwo „chwytając” brzegi krawędzi.

Przeciwnie, w warunkach zbyt wolnego posuwu elektrody powstanie atmosfera przegrzewająca, która grozi odkształceniem metalu na linii spawania. Jeśli elementy metalowe mają cienką strukturę, silny łuk po prostu przepali metal.
Możesz z powodzeniem ćwiczyć jako początkujący spawacz i doskonalić swoje umiejętności wykonywania szwów produkcja pieca do testów, którego podstawą jest metalowa rura.Zalecamy przeczytanie przydatnych informacji.
Instrukcje dla początkującego spawacza
Prace spawalnicze można wykonywać wyłącznie przy użyciu odpowiedniego sprzętu.
Standardowy zestaw zawiera:
- Kurtka, spodnie, rękawiczki, buty wykonane z ognioodpornych, trwałych, mocnych materiałów.
- Nakrycie głowy całkowicie zakrywające tył głowy.
- Specjalna maska ochronna na twarz i oczy.
Do spawania należy użyć działającego urządzenia, którego część elektryczna jest zamknięta niezawodną obudową. Kable elektryczne zawarte w urządzeniu muszą posiadać pełną izolację i odpowiadać charakterystyce elektrycznej urządzenia.
Stanowisko spawacza musi być wyposażone w stół roboczy, źródła światła, szynę uziemiającą, środki ochrony przeciwporażeniowej oraz sprzęt przeciwpożarowy.
A przed rozpoczęciem pracy musisz dokładnie się przestudiować zasady spawania elektrycznego, rozważ i przestudiuj metody i możliwości tworzenia połączeń.
Wnioski i przydatne wideo na ten temat
Zapraszamy do obejrzenia wideowarsztatu spawalniczego: jak zgrzewać szwy poziome i pionowe:
Nie jest konieczne posiadanie kwalifikacji spawacza, ale pożądana jest biegłość w technikach spawania. Dzięki istniejącym umiejętnościom spawalniczym osoba ma większe możliwości realizacji różnych projektów domowych.
Jeśli chcesz, zawsze możesz przestudiować technologię, a praktyczne doświadczenie pomoże Ci opanować technikę wykonywania pracy na wysokim poziomie.
Chcesz porozmawiać o własnych doświadczeniach w wykonywaniu spoin? Czy znasz subtelności procesu, które nie są podane w artykule? Proszę pisać komentarze w bloku poniżej.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}