Jak gięte są rury metalowe: szczegóły technologiczne pracy
Rury gięte pod kątem znalazły zastosowanie w przemyśle naftowym, chemicznym, budowie maszyn i aparatury.Żaden projekt architektoniczny czy budowlany nie może się bez nich obejść.
Na zakręty można stosować wszelkiego rodzaju kształtki, jednak wtedy mogą wystąpić nieszczelności, a czasami jest to po prostu niedopuszczalne ze względów estetycznych. Bardziej atrakcyjny wygląd i wysoką niezawodność zapewnia gięcie rur - proces, który nie narusza ich integralności.
Podpowiemy Ci jak najlepiej wygiąć metalową rurę zarówno w technologii zimnej, jak i gorącej. W prezentowanym przez nas artykule opisano specyfikę gięcia rur wykonanych z różnych materiałów. Podano cechy pracy z profilami i konwencjonalnymi rurami okrągłymi.
Treść artykułu:
Cechy procesu gięcia
Każdy metal ma swoje własne cechy, bez uwzględnienia ich nie można nadać walcowanemu metalowi złożonego kształtu. Na wygiętą rurę działają siły promieniowe i styczne.
Te pierwsze deformują sekcję, a drugie przyczyniają się do pojawienia się fałd. Głównym wymaganiem dotyczącym wyniku końcowego jest to, aby przekrój rury pozostał niezmieniony, a na ścianach nie powinno być żadnych fałd. Gięcie pozwala zminimalizować liczbę spoin podczas układania rurociągów z wszelkiego rodzaju zagięciami.
Metody gięcia rur
W zależności od wymaganego kąta zgięcia, materiału i średnicy rury, gięcie można wykonać ręcznie lub przy użyciu specjalnego sprzętu. Istnieje również gięcie na gorąco i na zimno, z wypełnieniem wnęki rury i bez niej.

Po odciążeniu następuje zjawisko zwane sprężystością, które jest wprost proporcjonalne do modułu sprężystości materiału. Wielkość możliwych odkształceń zależy także od zastosowanej metody gięcia oraz geometrii przedmiotu.
Specyfika technologii gorącej
Metodę tę wybiera się, gdy konieczne jest zgięcie rury o średnicy 10 cm i większej Rury odkształca się na gorąco, zarówno ręcznie, jak i za pomocą mechanizmów. Istnieje coś takiego jak minimalny promień zgięcia.
Długość strefy rury wymagającej podgrzania określa się na podstawie średnicy rury i kąta zgięcia. W takim przypadku zaokrąglenie nie może być mniejsze niż średnica rury pomnożona przez 3.
Znajdź długość ogrzewanego odcinka, korzystając ze wzoru:
L = α x d / 15
We wzorze: L to wymagana długość w mm, α to kąt zgięcia w stopniach, d to zewnętrzna średnica rury w mm, 15 to współczynnik. Załóżmy, że rurę o średnicy 200 mm należy zgiąć pod kątem 60⁰, wówczas L = 60 x 200/15 = 800 mm, tj. 4 średnice.

Aby zgiąć rurę, należy ją podgrzać do 900⁰. Optymalna temperatura rozpoczęcia gięcia wynosi 760⁰, a zakończenia – 720⁰C. Po spaleniu pogarszają się właściwości wytrzymałościowe materiału.
Proces gięcia na gorąco obejmuje kilka operacji:
- wykonanie szablonu;
- pakowanie piasku;
- oznakowanie terenu;
- ciepło;
- pochylenie się.
Aby zapobiec odkształcaniu się przekroju rury i tworzeniu się słodkich plam na jej wewnętrznej części na zakręcie, przestrzeń wewnętrzną wypełnia się piaskiem kwarcowym.
Piasek jest najpierw suszony i kalcynowany w celu usunięcia zanieczyszczeń organicznych w temperaturze od 150 do 500⁰, a następnie przepuszczany przez drobne sito o wielkości oczek 3,3 x 3,3 mm. Zanim zaczniesz napełniać rurę, musisz zatkać jeden jej koniec.
Jako zatyczki stosuje się zatyczki drewniane lub metalowe z otworem umożliwiającym ujście gazów. Nie można używać drobnego i mokrego piasku, ponieważ... pierwszy jest spiekany pod wpływem ciepła i mocno przylega do ścianek rur.
Drugi, w wyniku tworzenia się pary, przyczynia się do powstania wysokiego ciśnienia wewnętrznego, które może spowodować wyrzucenie korka. Obecność kamieni w uszczelnieniu jest niedopuszczalna, mogą one przebić się przez ściankę rury.
Proces napełniania rury jest bardzo pracochłonny, dlatego transportuje się ją na wieżę i ustawia w pozycji lekko pochylonej lub pionowej. Ponieważ jakość zagięcia zależy bezpośrednio od zagęszczenia szczeliwa, rura jest w trakcie całego procesu opukiwana w sposób ciągły. Tępy dźwięk wskazuje, że obrabiany przedmiot jest dobrze wypełniony.
Przed przystąpieniem bezpośrednio do głównej operacji obszary przyszłych zakrętów są rysowane na rurze wypełnionej piaskiem, załączając szablon. Rury są podgrzewane w piecach lub piecach. Gięcie zarówno ręcznie, jak i zmechanizowane.
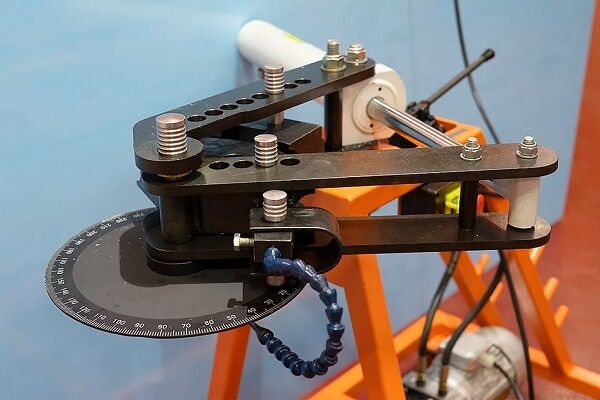
W tym drugim przypadku stosuje się specjalne płyty, wyposażone w słupki oporowe, za pomocą których mocuje się podgrzewany odcinek rury, oraz zaciski służące do przytrzymania końca rury na płycie.Na przeciwległy koniec rury zakłada się linę, której naciągnięcie za pomocą wciągarki lub kabestanu powoduje wygięcie rury.
Aby zapobiec odkształcaniu się ścianek rur, w przestrzeni stojaka na rury umieszczane są uszczelki - proste lub zakrzywione. Wolny koniec z przymocowanym do niego kablem zabezpieczamy za pomocą stojaka. W trakcie procesu monitorowana jest geometria rury poprzez okresowe nakładanie na nią szablonu.
Po zgięciu rury pod żądanym kątem korki są z niej usuwane poprzez spalenie lub po prostu wybicie. Piasek wylewa się, rura jest czyszczona i myta. Wykonaj ostateczną kontrolę zgięcia, korzystając z szablonu.
Gięcie na zimno
Aby zmienić konfigurację rur o małych średnicach, stosuje się różne urządzenia ręczne, w przypadku dużych średnic stosuje się zmechanizowane giętarki do rur. W domu najczęściej wymagane jest gięcie rur wodociągowych i gazowych. stalowe rurystosowane w budowie systemów wodociągowych i grzewczych.
Zginanie rury pod kątem 90⁰ nazywa się zagięciem, 180⁰ to rolka, z utworzeniem półki jest wątek, a w postaci pętli jest wspornik.

Istnieją inne urządzenia do gięcia ręcznego. W domu, aby wykonać wężownicę do podgrzewania wody, rurkę ze stali nierdzewnej o średnicy około 20 mm po prostu nawija się na kawałek rury o dużej średnicy. Najpierw wspornik jest przyspawany do dużej rury, umieszczany na wspornikach i zaciskany.
Rura jest szczelnie wypełniona piaskiem i zamknięta zatyczkami, następnie włożona do wspornika i rozpoczyna się nawijanie. Rura używana jako szablon wymaga skręcenia, więc będzie wymagało wysiłku co najmniej dwóch osób. Po zakończeniu nawijania cewka jest wypoziomowana.

Gięcie rury wykonanej ze stali nierdzewnej lub innego materiału w domu można wykonać za pomocą najprostszego urządzenia. Wskazane jest używanie go do małych nakładów pracy.
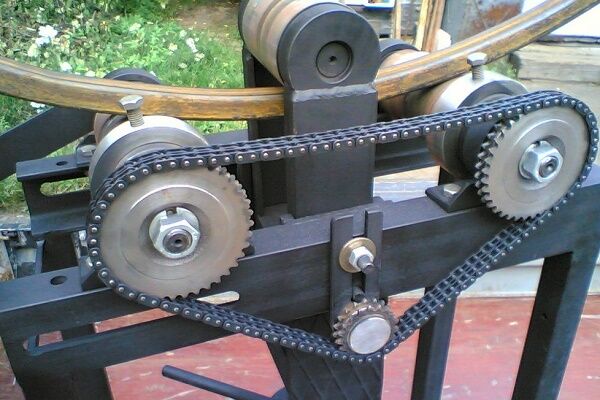
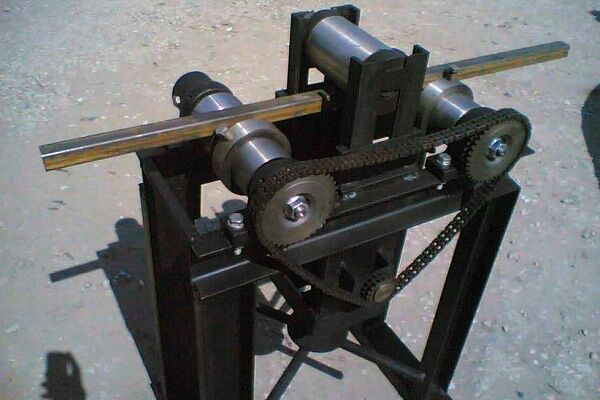
Możesz zbudować prostą mechaniczną giętarkę do rur własnymi rękami, zwłaszcza jeśli masz umiejętności spawalnicze i znasz spawarkę:
Do produkcji prymitywnej urządzenie do gięcia rur Potrzebujesz płyty betonowej, metalowych kołków i wiertarki udarowej. Płyta jest podzielona na komórki 40 x 40 lub 50 x 50 mm. Za pomocą dziurkacza wierci się otwory w rogach ogniw i wkłada się w nie kołki.
Produkt rurowy jest wkładany pomiędzy kołki i przy użyciu siły jest zginany. Dokładność tej metody gięcia nie jest idealna, ale jest wystarczająca do wykorzystania przedmiotu w domu. Do gięcia z większą precyzją można zastosować urządzenie wykonane w oparciu o podnośnik.

Aby zapobiec odkształceniu wewnętrznego światła rury, stosuje się środki przeciwdziałające temu procesowi od wewnątrz. Piasek najczęściej stosowany jest jako ogranicznik wewnętrzny. W tym przypadku na jeden koniec rury wkłada się korek, przez drugi wsypuje się piasek, a następnie zatyka się korkiem. Następnie wykonuje się gięcie.
Czasami ogranicznikiem jest specjalnie wykonana do tego celu sprężyna. Do nawijania stosuje się drut o średnicy od 1 do 4 mm. Sprężyna powinna swobodnie pasować do rury w miejscu zagięcia, część drutu powinna pozostać na zewnątrz.
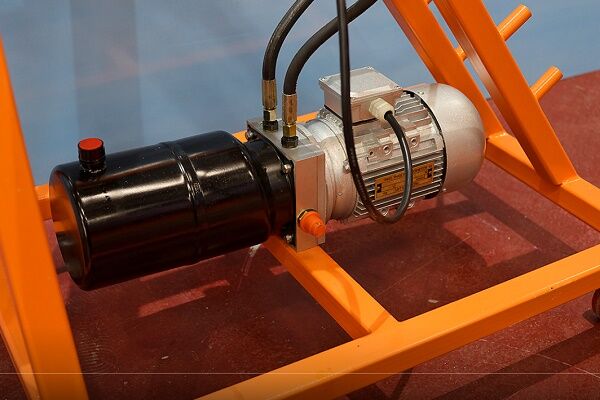
Układ hydrauliczny narzędzi ręcznych, maszyn przenośnych i stacjonarnych znacznie ułatwia proces gięcia i przyspiesza proces odkształcania rur:
Po zakończeniu zagięcia sprężynę usuwa się, ciągnąc za drut. Podczas pracy z rurą o przekroju kwadratowym do wykonania sprężyny wybiera się drut o tym samym przekroju.
Do tego celu nadaje się również wiązka drutu składająca się z oddzielnych segmentów, które są pojedynczo wciskane do wewnątrz, aż do miejsca przyszłego zgięcia. Po zakończeniu operacji segmenty są również usuwane jeden po drugim. Można ręcznie wygiąć rurę nierdzewną o przekroju do 4 cm i grubości ścianki do 0,3 cm.

Do pracy z dużymi średnicami wymagany jest profesjonalny sprzęt. Istnieją giętarki do rur wyposażone w trzpień. Ten element konstrukcyjny to zwykły metalowy pręt.

Przed rozpoczęciem procesu gięcia jest on umieszczany wewnątrz, aby zapobiec odkształceniu ścianek rury. Trzpienie zawarte w zestawie mają różne przekroje, dzięki czemu możesz wybrać taki, jakiego potrzebujesz do konkretnej średnicy produktów rurowych.
Zmiana konfiguracji rur wykonanych z metali nieżelaznych
Metale nieżelazne mają bardzo przydatną właściwość - wysoką plastyczność. Jednak nie są wystarczająco mocne. Podczas procesu zginania, w wyniku działania sił ściskających i rozciągających, rura może się zapaść lub pęknąć. Aby temu zapobiec, należy ściśle przestrzegać technologii.
Jak zginać rury miedziane i mosiężne?
Do gięcia rur miedzianych i mosiężnych stosuje się zarówno metody gorące, jak i zimne. Wybierając pierwszy, jako wypełniacz wewnętrzny wybiera się piasek, a jako drugi wypełniacz stopioną kalafonię. Technologia gięcia jest taka sama jak w przypadku rur stalowych.
Wyroby rurowe wykonane z miedzi i mosiądzu poddawane są wyżarzaniu, a następnie chłodzeniu przed gięciem na zimno. Zakres temperatur dla obu materiałów jest taki sam - od 600 do 700⁰С. Różnica polega na czynniku chłodzącym – miedź umieszczana jest w wodzie, a mosiądz chłodzony jest w powietrzu.
Po zakończeniu procesu kalafonię usuwa się poprzez wytapianie. Aby zapobiec pęknięciu rury, procesu nigdy nie należy rozpoczynać od środka rury, a jedynie od jej końców. Jako urządzenia gnące wykorzystuje się zarówno proste narzędzia, jak i skomplikowane oprzyrządowanie maszynowe.
Ręczne giętarki do rur działają dzięki wysiłkiowi fizycznemu człowieka, natomiast hydrauliczne minimalizują ten wysiłek do minimum. Obydwa są wyposażone w wymienne dysze, co pozwala na wybór żądanej średnicy.

O wiele łatwiej jest pracować z rurami miedzianymi i mosiężnymi niż ze stalowymi, ale odkształcenie metalu podczas zginania następuje zgodnie z tymi samymi prawami fizyki. W odcinku zginania powierzchnia zewnętrzna ulega naprężeniu, w wyniku czego ściany stają się cieńsze.
Wewnątrz rury zachodzą procesy odwrotne - ściana kurczy się i staje się grubsza. Istnieje ryzyko przekształcenia się przekroju okrągłego w owalny i zmniejszenia średnicy nominalnej, dlatego nie należy rozpoczynać gięcia bez podjęcia działań zapobiegających tym zjawiskom.
Gięcie rur aluminiowych
Podstawowe metody gięcie rur aluminiowych tak samo jak mosiądz lub miedź:
- pchanie pomiędzy rolkami;
- walcowanie;
- wycofanie;
- ciśnienie.
Zanim podejmiesz decyzję o tym, jak i w jaki sposób zginać rury aluminiowe, musisz zapoznać się z każdym z nich. Pierwszą metodę stosuje się do rur cienkościennych o maksymalnej średnicy 10 cm, gdy konieczne jest uzyskanie delikatnego zagięcia przy małych wymaganiach dotyczących dokładności. Minimalny promień jest tutaj ściśle regulowany. Jego rozmiar to 5-6 średnic rur.
Krzywizna przekroju jest określona przez położenie rolki zwrotnej. W ten sposób najczęściej wykonywane są elementy dekoracyjne wnętrz. Drugą metodą jest gięcie materiału rurowego o dużej średnicy, do czego wykorzystuje się giętarki 3-rolkowe.Rura jest przeciągana pomiędzy rolkami napędowymi, których orientacja określa promień gięcia.

Dokładność tej metody jest jeszcze niższa niż poprzedniej, ale część można ponownie wygiąć i proces powtarzać aż do uzyskania pożądanej geometrii.
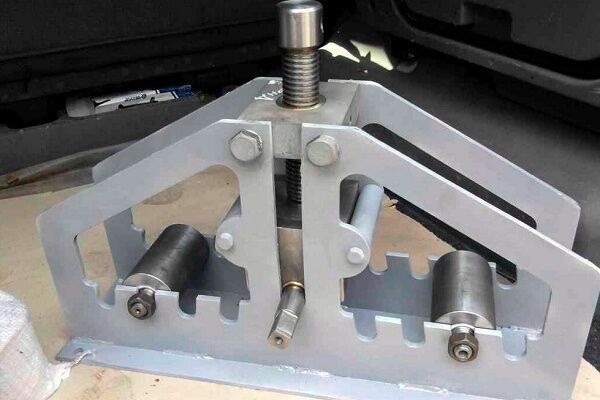
Gięcie cienkościennych rur aluminiowych można wykonać ręcznie po odpowiednim przygotowaniu:
Metoda walcowania nie przewiduje obecności wewnętrznego wypełniacza, dlatego nie stosuje się jej do uzyskiwania małych promieni.Wybierając tę metodę, nie będzie możliwe spełnienie rygorystycznych wymagań dotyczących owalności przekroju na zakręcie.
Aby odkształcić rurę aluminiową pod ciśnieniem, stosuje się prasy z zainstalowanymi na nich stemplami z matrycą o pożądanym kształcie. Daną geometrię uzyskuje się w wyniku działania ciśnienia wywieranego z zewnątrz.
W niektórych przypadkach ciśnienie może mieć charakter wewnętrzny, gdy rurę umieszcza się w formie i doprowadza się do niej ciecz pod ciśnieniem wystarczającym do dociśnięcia jej do ścianek.
Gięcie rur duraluminiowych nie jest łatwe, ponieważ... Materiał ten jest dość twardy i sprężysty. Aby ułatwić ten proces, bezpośrednio przed gięciem wypala się je w temperaturze od 350 do 400⁰C, a następnie czeka, aż rury naturalnie ostygną na powietrzu.
Metody gięcia rur o dużych średnicach
Stosunkowo niedawno pojawiły się metody gięcia rur prądem przemysłowym i wysokiej częstotliwości oraz zginanie z rozciąganiem. W pierwszym przypadku stosowana jest wysokowydajna instalacja wysokiej częstotliwości, w której rura o średnicy 95–300 mm jest podgrzewana, gięta i chłodzona.
Składa się z dwóch części – mechanicznej w postaci giętarki oraz elektrycznej, która obejmuje część elektryczną oraz instalację wysokiej częstotliwości.
Rura ulega odkształceniu jedynie w nagrzanym obszarze znajdującym się w strefie wzbudnika. Geometria zmienia się do zadanego rozmiaru pod wpływem rolki odchylającej. Za pomocą tej metody można uzyskać zagięcie o małym promieniu krzywizny.
Gięcie drugą metodą odbywa się na maszynach do gięcia i rozciągania, w skład których wchodzi stół obrotowy. Na rurę działają duże siły rozciągające i zginające. W ten sposób uzyskuje się stromo zakrzywione łuki przy stałej grubości ścianki na całym obwodzie.
Metodę tę stosuje się do gięcia rur o dużych średnicach stosowanych w przemyśle lotniczym, motoryzacyjnym i stoczniowym, gdzie rurociągom stawiane są wysokie wymagania. Zaletą jest możliwość gięcia rur o ściance 2 - 4 mm o 180⁰.
Cechy gięcia profili
Produkty z rur profilowanych mają bardziej estetyczny wygląd niż ich okrągłe odpowiedniki, dlatego często można je znaleźć w konstrukcjach domowych. Podczas zginania od wewnątrz działa na niego siła ściskająca, a od zewnątrz siła rozciągająca. Przed rozpoczęciem tej operacji należy dokładnie wybrać metodę gięcia.
W ofercie profili znajdują się rury o przekroju kwadratowym, owalnym lub prostokątnym.
Istnieje kilka niuansów i nie należy o nich zapominać podczas robienia elastyczne rury profilowe w domu bez specjalnego wyposażenia:
- Optymalna długość odcinka gięcia dla rur falistych o cienkich ściankach i przekroju do 2 cm to wysokość rury pomnożona przez 2,5.
- W przypadku rur grubościennych długość strefy zgięcia określa się, mnożąc przekrój przez trzy. W przeciwnym razie nie można uniknąć pękania materiału od zewnątrz lub deformacji od wewnątrz.
- Minimalna wartość promienia krzywizny to przekrój zgięcia pomnożony przez 2,5.
Bez uwzględnienia tych wymagań nie można nawet liczyć na dobry wynik. Metody gięcia nie odbiegają od stosowanych przy pracy z produktami o przekroju okrągłym. Dodatkowo można zastosować metodę gięcia ręcznego z nacięciami poprzecznymi, które wykonywane są z trzech stron rury.
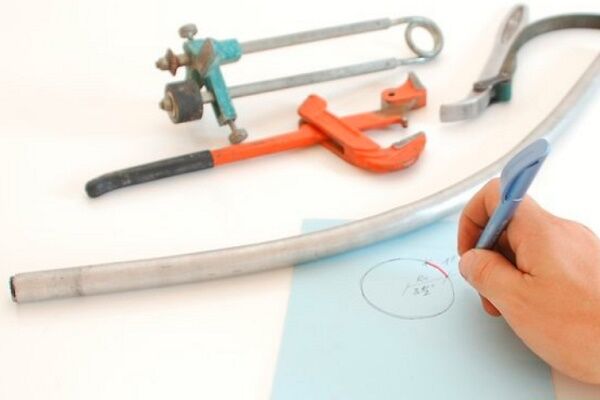
Długość cięć i ich liczbę określa się na podstawie obliczeń. Załóżmy, że jest rura 40 x 90 mm. Należy wykonać pełny obrót, tj. zagiąć wzdłuż ściany 40 mm pod kątem 180⁰ o promieniu 150 mm. Najpierw oblicz długość półkola na podstawie promienia zewnętrznego:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Dla promienia wewnętrznego obliczenia są takie same:
Lin. = (2 x 3,14 x 150): 2 = 471 mm.
Sumę długości cięć na promieniu wewnętrznym określa wzór: Lout = L – Lin = 596,6 – 471 = 126 mm.
Ci, którzy chcą to zrobić sami ręczna giętarka do rur Lub Giętarka do rur profilowych Zrób to sam, w oferowanych przez nas artykułach znajdziesz wiele przydatnych informacji, schematów i przydatnych zaleceń.
Jeśli weźmiemy pod uwagę, że szlifierka może wykonać cięcie o szerokości 5 mm, to na płaszczyźnie gięcia o długości 126 mm otrzymamy 25 nacięć, po czym rurę wyginamy aż do zetknięcia się krawędzi wycięć. Szczeliny są zgrzewane, a szwy czyszczone.

Istnieje inny sposób gięcia rur profilowych i okrągłych, ale można go stosować tylko zimą. Aby to zrobić, włóż zatyczki w końce rurki, wlej do środka wodę i poczekaj, aż stwardnieje. Rurę zagina się, kontrolując proces za pomocą szablonu, następnie usuwa się korki i usuwa ciecz.
Użyteczne: Jak zrobić altankę z rury profilowej własnymi rękami.
Wnioski i przydatne wideo na ten temat
Wideo nr 1. Jak zgiąć rurę za pomocą improwizowanych środków, dowiesz się z tego filmu:
Wideo nr 2. Jak zgiąć rurę o dowolnym przekroju w okrąg:
Wideo nr 3. Domowa giętarka do rur to rzecz niezbędna w gospodarstwie domowym:
Podczas wykonywania napraw lub budowy domu często pojawia się potrzeba zgięcia rury - okrągłej lub profilowanej. Jeśli objętość jest niewielka, możesz to zrobić samodzielnie. Gięcie masowe wyrobów rurowych jest możliwe tylko przy użyciu specjalnego sprzętu.
Opowiedz nam o tym, jak wygiąłeś metalową rurę do budowy szklarni lub do innych celów. Podziel się z odwiedzającymi witrynę niuansami technologicznymi znanymi tylko Tobie. Prosimy o wpisywanie komentarzy w bloku poniżej, zamieszczanie zdjęć związanych z tematyką artykułu oraz zadawanie pytań.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Świetny artykuł :)